Сообщений [ с 1 по 20 из 57 ]
1↑ Тема от азат 19-10-2011 20:49:57
- азат
- Cтарейшина
- Неактивен
- Имя: АЗАТ
- Откуда: г.КУЗНЕЦК
- Зарегистрирован: 13-10-2010
- Сообщений: 1 321
- Репутация: 49
- Мотоцикл: Урал ИмЗ 8.103.10
Тема: капитальный ремонт головок мотоцикла УРАЛ
всем доброго времени суток. разобрал я головки . оба впускных клапана прогоревшие. ну короче купил я новые клапана. хочу поменять их. но когда их вытаскивал вытащилась направляющаяя клапана . остальные направляющие сидят хорошо. нужно поменять эту напраляющую . или сразу лучше все?? надо вроде фрезой еще седла клапанов пройтись. блин почитав про капитальный ремонт головок как то стало стремно все менять самому. подскажите че делать??
Добавлено: 19-10-2011 19:49:57
2↑ Ответ от Алекс 19-10-2011 21:23:02
- Алекс
- Сибиряк
- Неактивен
- Имя: Александр
- Откуда: Томск
- Зарегистрирован: 01-09-2010
- Сообщений: 663
- Репутация: 40
- Мотоцикл: колхоз к750)))
Re: капитальный ремонт головок мотоцикла УРАЛ
То что сама вышла направляющая это не есть гуд. если седло направляющей разбито то замена не поможет. если все нормально конечно лучше все поменять
седла притираются обычными шарошками. хотя нужно смотреть по состоянию. если все нормально просто притирай новые клапана:)
3↑ Ответ от jipss 19-10-2011 22:41:10
- jipss
- Модератор
- Неактивен
- Имя: дима
- Откуда: г. Горнозаводск Пермский кр.
- Зарегистрирован: 18-07-2010
- Сообщений: 2 521
- Репутация: 186
- Мотоцикл: урал ‘гром’, урал м72м, кросс м-104, лесной ИМЗ с коляской.
Re: капитальный ремонт головок мотоцикла УРАЛ
было у меня на практике такое я в головке задиров на оставлял и со стороны пружины покругу слегонца закернил. потом в духовку до 250 градусов и быстро заколотил. если менять будешь тебе ещё развертку придется купить на 8мм
4↑ Ответ от азат 19-10-2011 23:18:09
- азат
- Cтарейшина
- Неактивен
- Имя: АЗАТ
- Откуда: г.КУЗНЕЦК
- Зарегистрирован: 13-10-2010
- Сообщений: 1 321
- Репутация: 49
- Мотоцикл: Урал ИмЗ 8.103.10
Re: капитальный ремонт головок мотоцикла УРАЛ
а если седло направляющей сбито тогда что?*?? блин завтра схожу в мотомастерскую спрошу у них занимаются ли они этим. видел я там у них пару оппозитов. может быть все туда отнесу заодно мне и цилиндры расточать и головками займутся. вот только сколько денег понадобится!! незнаю.
5↑ Ответ от jipss 19-10-2011 23:53:09
- jipss
- Модератор
- Неактивен
- Имя: дима
- Откуда: г. Горнозаводск Пермский кр.
- Зарегистрирован: 18-07-2010
- Сообщений: 2 521
- Репутация: 186
- Мотоцикл: урал ‘гром’, урал м72м, кросс м-104, лесной ИМЗ с коляской.
Re: капитальный ремонт головок мотоцикла УРАЛ
после запрессовки напрявляющего просто шарошками поработай и все
6↑ Ответ от Санек 56 20-10-2011 06:06:24
- Санек 56
- Профи
- Неактивен
- Имя: Александр
- Откуда: Оренбургская область.
- Зарегистрирован: 12-07-2010
- Сообщений: 860
- Репутация: 7
- Мотоцикл: ИМЗ 8.103-10
Re: капитальный ремонт головок мотоцикла УРАЛ
азал померий пожалуйста штангенциркулем диаметр впускного и выпускного клапанов новых.
7↑ Ответ от азат 20-10-2011 08:27:21
- азат
- Cтарейшина
- Неактивен
- Имя: АЗАТ
- Откуда: г.КУЗНЕЦК
- Зарегистрирован: 13-10-2010
- Сообщений: 1 321
- Репутация: 49
- Мотоцикл: Урал ИмЗ 8.103.10
Re: капитальный ремонт головок мотоцикла УРАЛ
хочу тебя огорчить штанген циркуля не имею!
8↑ Ответ от11 09:36:20
- 666
- Техническая поддержка, материаловед
- Неактивен
- Зарегистрирован: 06-05-2010
- Сообщений: 6 606
- Репутация: 609
Re: капитальный ремонт головок мотоцикла УРАЛ
я что то не понял что вы там шорошить собрались? отверстие под направляющую клапана ? Или о ужас фаску клапана(седло) ? Если отверстие, чо зря, уж слишком глубокие царапины она оставит..лучше сверлом пройтись..а потом развёрткой..но можно и только сверлом..пару десяточек для натяга оставить и с нагревом забить..
Добавлено: 20-10-2011 09:36:20
Кстати штангель советую купить , без него тут не как не обойтись в таких случиях.
9↑ Ответ от jipss 20-10-2011 11:06:28
- jipss
- Модератор
- Неактивен
- Имя: дима
- Откуда: г. Горнозаводск Пермский кр.
- Зарегистрирован: 18-07-2010
- Сообщений: 2 521
- Репутация: 186
- Мотоцикл: урал ‘гром’, урал м72м, кросс м-104, лесной ИМЗ с коляской.
Re: капитальный ремонт головок мотоцикла УРАЛ
впускной 38 мм а выпускной помойму 36
10↑ Ответ от азат 20-10-2011 16:32:04
- азат
- Cтарейшина
- Неактивен
- Имя: АЗАТ
- Откуда: г.КУЗНЕЦК
- Зарегистрирован: 13-10-2010
- Сообщений: 1 321
- Репутация: 49
- Мотоцикл: Урал ИмЗ 8.103.10
Re: капитальный ремонт головок мотоцикла УРАЛ
шарошить собрался фаску клапана (седло)
11↑ Ответ от т 34 20-10-2011 16:53:49
- т 34
- Профи
- Неактивен
- Имя: Руслан
- Откуда: Заб край Чита
- Зарегистрирован: 20-02-2011
- Сообщений: 578
- Репутация: 35
- Мотоцикл: самопал
Re: капитальный ремонт головок мотоцикла УРАЛ
наверное все таки не шарошить а зенковать
12↑ Ответ от11 17:01:59
- 666
- Техническая поддержка, материаловед
- Неактивен
- Зарегистрирован: 06-05-2010
- Сообщений: 6 606
- Репутация: 609
Re: капитальный ремонт головок мотоцикла УРАЛ
шарошат только в том случае если полностью меняется геометрия фаски (угол) или фаска сильно подгорела..или имеет глубокие деффекты , если же этого нет..то просто притирают притирочными пастами..они бывают с разными..грубая тонкая и финиш.
Проверка и ремонт головок цилиндров и механизма газораспределения двигателя мотоциклов Урал, Днепр
Если в цилиндрах двигателя в результате потери герметичности клапанов снижается компрессия, то надо отремонтировать газораспределительный механизм. Признаки неисправности снижение мощности, затрудненный пуск двигателя увеличенный расход бензина, сильный шум в верхней части картера двигателя (там, где размещены толкатели) и в головках цилиндров.
Для ремонта надо снять головку и определить состояние деталей механизма газораспределения. Перед проверкой головки цилиндра со стенок камеры сгорания и с поверхности клапанов металлической щеткой убирают нагар. Потом головку цилиндра тщательно моют, проверяют нет ли поломок, трещин, прогорания клапанов, срывов ниток нарезки.
Для осмотра состояния пружин, направляющих, седел, клапанов и проведения необходимых замеров величины их износа, клапаны снимают при помощи специального устройства, которое дает возможность сжать и отпустить клапанные пружины. Когда нет устройства для сжатия пружины, то можно использовать накидной ключ 19×22, установленный
вертикально.
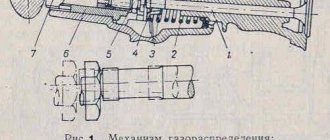
После снятия на клапанах ставят метки, чтобы в процессе сборки не перепутать их местами. Вынутые детали тщательно очищают от нагара, смолистых отложений и промывают. Потом очищают и промывают каналы головки и направляющие клапанов. Перед установкой на место их стержни смазывают графитовой смазкой или моторным маслом. Если будут обнаружены трещины, то головку цилиндров заменяют. Чтобы восстановить сорванную резьбу в отверстии под свечу, отверстие рассверливают под больший диаметр и нарезают резьбу. Потом изготавливают бронзовую втулку с буртиком высотой 1,5 мм с такой же резьбой по внешнему диаметру. На внутреннем диаметре делают резьбу под свечу 14х 1,25. Готовую втулку фиксируют штифтом. Если рабочие фаски на клапанах и седлах незначительно сработаны и имеют неглубокие раковины, а конические фаски сохранились, то клапан седла притирают. Если фаски имеют ступенчатые формы или глубокие раковины, а сопряженные с ними фаски седел закруглились, то эти поверхности надо восстановить. Седла обрабатывают коническими шарошками, угол которых составляет 45°, 75°, 15°, относительно направляющей втулки клапана (рис. 34). Сначала шарошкой с углом 45°, снимают металл с поверхности рабочей фаски потом срезают гнезда с углом 75°, потом шарошкой с углом 15°, снимают фаску с нижней части гнезда. Ширина рабочей фаски должна быть в пределах 1 — 1,5 мм (рис. 2.39). Снятие металла шарошкой с углом 45° должно быть минимальным, чтобы были удалены дефекты на фаске седла (рис. 34).
Рис. 2.39. Углы обработки угла клапана
Рабочую фаску клапана протачивают или шлифуют под углом 45° к оси стержня клапана. Снятый слой металла должен быть минимальным. Толщина цилиндрической части головки клапана после обработки — не меньше 0,5 мм. Когда это не соблюдено клапан надо заменить. Биение рабочей фаски относительно стержня не должно превышать 0,003 мм. В случае большого желобления головки клапана или наличия на ней трещин клапан заменяют. После обработки клапана и седла притирают их рабочие фаски. Если у седла клапана двигателя МТ и «Урал» есть дефекты, которые не выводятся шарошками, его заменяют. Для удаления седла клапана, в нем делают резьбу, специальным съемником выпрессовывают деталь из гнезда (рис. 2.40).
Если нет приспособления седло клапана можно вырезать зенкером. Размеры заготовки для нового седла двигателей МТ 10-32 и М67-36 приведены на рис. 2.41. При его изготовлении внешний диаметр определяется по гнезду в головке с условием, что будет обеспечен натяг 0,2 — 0,3 мм. Головку нагревают и при помощи оправки запрессовывают седло. Потом обрабатывают относительно направляющей втулки клапана рабочие фаски на седле (рис. 2.42). Биение фаски седла относительно отверстия направляющей втулки не должно превышать 0,05 мм (рис. 2.43).
Чтобы определить состояние направляющих втулок клапанов проверяют зазор между ними и стенками клапанов. Внутренний диаметр направляющей втулки измеряют в двух плоскостях, размещенных на расстоянии 10 мм от торцов, а диаметр стержня клапана в трех плоскостях: первая и третья плоскости на расстоянии 10 мм от концов рабочей части, вторая плоскость -между первой и третьей посередине. В каждой плоскости измеряют наибольшие и наименьшие диаметры без обозначения их взаимного расположения. Если зазор между стержнем клапана и отверстием направляющей втулки превышает 0,25 мм, клапан надо заменить, если износ направляющей втулки превышаетО,15 мм, то ее также надо заменить. В двигателях МТ 10-32 и М67-36 сработавшуюся втулку удаляют при помощи оправки. Головку нагревают до температуры +150 — 200°С и запрессовывают новую направляющую втулку, выдержав 20 мм от плоскости опоры нижней шайбы пружин до кромки втулки. Размеры втулок даны на рис. 2.44.
Изготовляя втулки, внешний диаметр определяют с таким расчетом, чтобы был натяг 0,028 — 0,080 мм. После установления направляющих втулок их отверстия обрабатывают разверткой до диаметра 8±0,022 мм. Если используются старые клапаны, то их стержни рекомендуется прошлифовать, до диаметра 7,8″0,035, а втулки изготовить с внутренним диаметром 7,8±0,022. После замены направляющей втулки, проверяют концентричность фаски возле седла относительно оси втулки и в случае необходимости, дорабатывают гнезда шарошками или притиранием.
Сработавшуюся направляющую клапана двигателя К-750М, обрабатывают разверткой под клапан с утолщением стержнем, чтобы обеспечить зазор 0,05 — 0,10 мм. Пружины клапанов проверяют на упругость и отсутствие трещин. У двигателей МТ10-32 и М67-36 усилие необходимое для сжатия внешней пружины до длины 34 мм, должно составлять 1,45 — 16,9 Н (14,8 — 17,2 кГ) до длины 26 мм — 2,49 — 29,7 Н (25,8 — 30, 3 кГ). Чтобы сжать внутреннюю пружину до 30,5 мм, надо усилие 0,95 — 11,2 Н (9,85 — 11,4 кГ), до 22 мм -2,06 — 2,82 (21,15 — 25,85 кГ).
У двигателя К -750 М усилие сжатия пружины до длины 37 — 39 мм должно составлять 2,87
— 4,36 Н (39,5 — 44,5 кГ). Если упругость пружин меньше, то их нужно заменить. Шайбу клапанной пружины двигателя МТ проверяют, чтобы не было трещин и изломов, если она сломалась или износились, то устанавливают новые. Ее можно изготовить из текстолита или фрикционного диска сцепления Внешний диаметр шайбы составляет 31 мм, внутренний 15,5 мм, толщина — 2,5 мм. Пружины нельзя устанавливать без шайбы, т.к. при этом усилие их резко уменьшается и во время работы двигателя на больших частотах вращения коленчатого вала поршень может столкнуться с головкой клапана. Кроме того, шайбы защищают пружины от чрезмерного нагревания. Наконечник клапана двигателя МТ проверяют на отсутствие увеличенного износа, трещин, проверяют посадку на стержень клапана. Если обнаружен износ на поверхности соединения наконечника с носком коромысла или с торцом клапана, наконечник заменяют. Устанавливая новый наконечник, надо проверить его прилегание по всей площади торца стержня клапана. Для снятия коромысла надо открутить гайку и вынуть ось коромысла из кронштейнов головки цилиндров. При этом коромысла с втулками надо пометить, чтобы не перепутать эти детали при установке на старое место. После снятия коромысел клапанов детали промывают, осматривают и делают необходимые замеры. В первую очередь проверяют, нет ли трещин, забоин, задирок на осях, в отверстиях коромысел и в кронштейнах головки, а также износ втулок и внутренних отверстий коромысел. Если зазор между втулкой коромысла и осью превышает 0,12 мм, втулку заменяют. Новую втулку после запрессовки обрабатывают так, чтобы был зазор 0,02 — 0,06 мм. Небольшую выработку на цилиндрической поверхности носка коромысла ликвидируют шлифовкой по шаблону R=10 мм. Регулирующие винты, у которых есть выработка сферической опорной поверхности и люфты в резьбовом соединении с коромыслом, заменяют.
Коромысла на головке цилиндра устанавливают в такой последовательности:
— вставляют стальную втулку в отверстие коромысла, нижнюю упорную шайбу, коромысло с втулкой и верхнюю опорную шайбу в кронштейны головки цилиндра;
— смазывают ось и втулку коромысла моторным маслом и вставляют ось в кронштейны головки цилиндра;
— на ось надевают плоскую и пружинную шайбу и накручивают гайку;
— ставят на место регулирующий блок, завинтив его до упора;
— завинчивают контргайку.
Когда надо снять коромысла клапана у двигателя М67-36 с осями и кронштейнами с головки цилиндра, их надо пометить, чтобы во время сборки установить на старое место. Для разборки ось коромысел с кронштейна выпрессовывают. После разборки и мытья детали коромысел осматривают и делают необходимые замеры. Если оси и отверстия в коромыслах сработались более чем на 0,07 мм, то детали заменяют. В случае выработки бронзовых втулок запрессованны в отверстие коромысла, их заменяют новыми. После запрессовки их обрабатывают так, чтобы зазор был 0,040 — 0,082 мм.
Рис. 2.42. Размеры седел клапанов двигателя МТ10-32: а — впускного; б — выпускного
Можно ли облегчить выпрессовку седел клапанов?
Для облегчения этой операции необходимо изготовить специальную оправку (рис. 2.45). А дальше оправку 2 вставить в головку со стороны камеры сгорания (направляющие втулки уже выпрессованы), совместив кромку оправки с разъемом седла и головки (рис. 2.46). В образовавшийся зазор с другой стороны вставить отвертку и слегка ударить по ней молотком.
А потом несильными ударами по хвостовику оправки выпрессовать седло. Внимание! Во время выпрессовки надо поворачивать оправку по диаметру седла и подклинивать ее отверткой. Операция занимает считанные минуты.
Рис. 2.46. Схема выпрессовки седла: 1 — отвертка; 2 — оправка; 3 — корпус головки; 4 — седло
ЕСТЬ ЛИ КАКИЕ-НИБУДЬ ТЕХНИЧЕСКИЕ НЮАНСЫ ПРИ ЗАМЕНЕ МЕТАЛЛОКЕРАМИЧЕСКИХ НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ НА «УРАЛЬСКИХ» ГОЛОВКАХ ЦИЛИНДРОВ?
Да, перед запрессовкой в тело головки новую втулку необходимо выдержать в моторном масле 1,5-2 часа. После замены втулки в обязательном порядке обработать фаски седла с помощью шарошек.
КАК «РАССУХАРИТЬ» КЛАПАН, ЕСЛИ НЕТ СЪЕМНИКА?
Если съемника нет, — существует самое простое решение. Возьмите отрезок металлической трубы внутренним диаметром около 20 мм или же свечной ключ из штатного набора инструментов. Снизу под клапан подставьте какой-нибудь упор, или, на худой конец, скомкайте старую тряпку и заполните ею камеру сгорания, а саму головку положите на пол. Поставьте трубу на верхнюю тарелку клапана и нанесите по ней удар молотком. С второго-третьего удара сухари покинут свое место и освободят пружину. Снимите их вместе с верхней и нижней тарелками и выньте клапан.
• КАК УДАЛИТЬ СТАРУЮ КЛАПАННУЮ ВТУЛКУ?
Для удаления старой клапанной втулки потребуется оправка, изготовленная по приведенному эскизу.
обеспечивала бы свободный выход втулки вниз, вставьте оправку во втулку со стороны камеры сгорания и ударами молотка выбейте ее. Будьте внимательны: втулка довольно хрупкая, поэтому старайтесь наносить удары строго по вертикали, чтобы не разбить втулку и не повредить посадочное место под нее в головке.
Рис. 2.47. Оправка для удаления клапанной втулки Установите головку на какую-нибудь подставку, которая
содержание .. 21 22 ..