Размеры поршней мотоцикла урал по группам
Поршни двигателей мотоциклов Урал, Днепр
Поршни двигателей мотоциклов «Днепр» и «Урал» отлиты из жаропрочного алюминиевого сплава и термически обработаны. Поршень состоит из головки со сферическим или плоским днищем, юбки и бобышек. На поршне устанавливаются поршневые кольца (два компрессионных и два маслосъемных). В канавках под поршневыми кольцами расположены сквозные отверстия для стока масла. Юбка поршня изготавливается специальной овальной формы. Больший диаметр юбки располагается в плоскости, перпендикулярной оси поршневого пальца. Юбка поршня имеет также коническую форму. Разница большего и меньшего диаметра юбки составляет 0,015 мм. Диаметр верхней части юбки меньше чем диаметр нижней части на 0,03 — 0,05 мм. Овальность и конусность юбки нужны для того, чтобы при малом зазоре между ней и цилиндром поршень, расширяясь от нагревания, не заедал в цилиндре. Для обоих цилиндров поршни одинаковые. В зависимости от диаметра цилиндры разбиты на группы (табл. 2.1).
Чтобы уменьшить шум поршня во время его работы, ось отверстия под поршневой палец в двигателе МТ 10-32 смещена относительно оси симметрии на 1,5 мм. Чтобы правильно установить такой поршень в цилиндре, на дне его днища выбита стрелка. Во время монтажа стрелка должна быть обращена на поршнях обоих цилиндров вперед в сторону центрифуги. В этом случае, если смотреть на двигатель сзади, палец в поршне правого цилиндра должен быть смещен вниз, а в поршне левого цилиндра — вверх.
Отверстия под палец в поршнях двигателей К-750М и М67-36 выполнены без смещения оси пальца от диаметральной плоскости поршня. Поршни двигателей К-750М и М67-36 имеют плоское дно, а поршень МТ 10-32 — плоское дно с выталкивателем.
Отверстия пальцев разбиты на группы через 0,0025 мм и маркированы краской на боковине (табл. 2.2). Допустимый износ отверстия под поршневой палец не должен превышать 0,02 мм. В этих отверстиях находятся канавки для пружинных стопорных колец, которые способствуют осевому смещению поршневого пальца. Поршни к цилиндрам подбираются с необходимым зазором. Чтобы облегчить подбор, поршни и цилиндры отсортированы через 0,010 мм. Их размеры выбиты на внутренней стороне дна поршня.
Кроме того, поршни разбиваются на группы по массе, которая совпадает с цветным индексом отверстия под поршневой палец. Разница в массе поршней двигателя не должна превышать 0,004 кг. Взвешиваются поршень в сборе с кольцами и пальцем. У подобранных поршней цветовая маркировка отверстий под поршневой палец должна соответствовать маркировке отверстия верхней головки шатуна. Маркировочная краска на поршнях наносится на нижнюю
поверхность одной из бобышек, на шатунах — у верхней головки.
Маркировка размеров на картере двигателя мотоцикла Урал
Заводское обозначение межосевых размеров КВ и РВ картеров моторов от которых зависит правильная подгонка и корректная работа пар зубчатых колес (ЗК) или другими словами, маркировку (номера) размерной группы (РГ) цех изготовитель выполняет ударным способом снаружи и сверху картера, справа от генератора. Набитый номер РГ позволяет идентифицировать сборочный узел по его индивидуальным параметрам без затрат времени на обмеры и позволяет работнику выбирать соответствующий по размерам комплект шестерен для последующего монтажа по имеющемуся на них индексу согласно рекомендациям представленным в таблице ниже. Всего может быть семь групп картеров: 0; 1; 2; 3; 4; 5; 5,5.
Место нанесения РГ на картере
Сообщений [ с 1 по 20 из 26 ]
1↑ Тема от Azrael 02-05-2012 04:47:01
Тема: Маркировка поршней Урала нормального размера
Вообщем такое дело. Мотоцикл не заводится, а если заводится то на правой цилиндре. Когда работает то слышно толком один правый цилиндр. хотя тянешь за дросель левого то отвечает хотя и вяло. Прочистил карб левый, свечу почистил проверил пробивает ли искра(пробивает). Мощность упала до 20-40км/час.. подскажите в чём может проблема. Сам грешу на изношеный поршень. И тяжело ли его заменить?
2↑ Ответ от 230686angel 02-05-2012 05:47:59
- 230686angel
- Профи
- Неактивен
- Имя: сергей
- Откуда: г. балаково. саратовская обл.
- Зарегистрирован: 17-02-2012
- Сообщений: 577
- Репутация: 17
- Мотоцикл: имз 8-103.10
Re: Маркировка поршней Урала нормального размера
поменять не сложно (снять стопорные шпонки и выбить палец) самый гемор с поршнем либо другой искать подходящий по размеру(чтобы не шатался как х.. в проруби) либо надо нести на расточку лучше всего оба.
3↑ Ответ от Юрий 02-05-2012 13:37:39
- Юрий
- Профи
- Неактивен
- Имя: Юрий
- Откуда: Молдова, Бельцы
- Зарегистрирован: 07-11-2010
- Сообщений: 657
- Репутация: 49
- Мотоцикл: Днепр мт 10-36
Re: Маркировка поршней Урала нормального размера
причём тут поршень, кольца куда не шло. А вообще если хватает при поднятой заслонке, значит ему бензина не хватает — попробуй поднять иглу или при работающем двигателе нажми подкачку и подержи секунд 15
4↑ Ответ от серега294 02-05-2012 13:42:11
- серега294
- Помощник
- Неактивен
- Откуда: г.Березники. Пермский край.
- Зарегистрирован: 16-10-2011
- Сообщений: 278
- Репутация: 9
- Мотоцикл: ИМЗ 8.103.10
Re: Маркировка поршней Урала нормального размера
отрегай карбы
5↑ Ответ от KARENDJ 02-05-2012 16:02:59
- KARENDJ
- Профи
- Неактивен
- Имя: Евгений
- Откуда: Челябинск
- Зарегистрирован: 17-09-2010
- Сообщений: 529
- Репутация: 9
- Мотоцикл: Кмз-750
Re: Маркировка поршней Урала нормального размера
тоже верно. расскажу как у меня было: 1 не отрегулированы клапана. 2 не отрегулированы карбюраторы. 3 не отрегулировано зажигание.
у меня при хреново выставленном зажигании так было.
6↑ Ответ от Azrael 06-05-2012 14:51:08
Re: Маркировка поршней Урала нормального размера
где выставляется зажигание? )
7↑ Ответ от rema-krim 06-05-2012 20:07:02
- rema-krim
- Опытный
- Неактивен
- Откуда: Феодоссия
- Зарегистрирован: 06-02-2012
- Сообщений: 332
- Репутация: 7
- Мотоцикл: мт10-36
Re: Маркировка поршней Урала нормального размера
спереди двигла есть крышка ее открути и увидиш зажигание а как отрегать тут оч много тем
8↑ Ответ от partizan 06-05-2012 20:11:20
- partizan
- Cтарейшина
- Неактивен
- Имя: Андрей
- Откуда: Лямбург
- Зарегистрирован: 22-12-2011
- Сообщений: 1 179
- Репутация: 59
- Мотоцикл: УРАЛ-соло
Маркировка размеров на комплекте зубчатых колес
Индекс комплекта зубчатых шестерней в настоящее время указывают на большой шестерне справа от риски
На шестернях КВ и РВ заводом наносится маркировка размерного индекса в торцовой части электрографическим карандашом, в том же месте, где выполнены риски. Данные риски нанесены для точной установки ГРМ в положении ВМТ кривошипно-шатунного механизма. Существует 7 индексов комплекта ЗК до 1991 года: 13-18; 12-17; 11-16; 10-15; 9-14; 8-12; 6-10. В последующем на ЗК стали выбивать такие же номера, что и для картера
Согласно требованиям конструкторской и ремонтной документации при работе сопряженных ЗК КВ и РВ должен обеспечиваться боковой зазор у новых шестерен 0.1-0.12 мм, у изношенных не должен превышать 0.3 мм. Если не выполнять данные требования, то скоро вам придется делать очередной ремонт.
Как произвести подбор шестерен ГРМ в зависимости от группы картера
Подбор комплекта ЗК ДВС подбирают по таблице ниже, где под группой картера указан индекс.
| Группа картера | 0 | 1 | 2 | 3 | 4 | 5 | 5,5 |
| Подходящие индексы комплектов зубчатых колес после 1991 г. | 0 | 1 | 2 | 3 | 4 | 5 | 5,5 |
| По маркировке до 1991 г. | 13-18 | 12-17 | 11-18 | 10-15 | 9-14 | 8-12 | 6-10 |
| Соответствие индексов шестерен ГРМ «HERZOG» новых моторов Урал 750сс. | 0 | 1 | 1 или 2 | 2 | 2 или 3 | 3 | — |
Если вы не найдете комплекта шестерен ГРМ с необходимыми индексами, то придется изготовить проверочный вал из старого РВ с насаженным подшипником для установки в посадочные места без натяга. Для этого требуется обточить наружную обойму подшипника, посадочные места: под шестерню и втулку. Старайтесь выдерживать минимальные зазоры, чтобы в посадке не болтался сам вал с подшипником, так и шестерня. Таким образом вы сможете методом подбора выбрать шестерню с наименьшим боковым зазором при сопряжении с шестерней КВ, но в таком случае вам необходимо везти с собой в магазин картер и проверочный вал.
МОЙ МОТОЦИКЛ
Казалось бы, что еще непознанного осталось в сборке цилиндро-поршневой группы? С одной стороны, ничего, но предела совершенству, к которому мы стремимся, нет, а значит, попотеть придется и здесь.
Обычно при сборке мотора механики не заморачиваются с выставлением допусков и зазоров, а также выравниванием масс: все работает и так, а эффект от вышеописанных процедур не всегда осязаем. Но нам спешить некуда, поэтому и к процессу подойдем сверх требований мануала.
Залог ровной работы двигателя — равные массы движущихся деталей КШМ, поэтому шатуны взвесили еще перед установкой коленвала, зафиксировав его на ровном столе (фото 1). Разница масс абсолютно одинаковых с виду деталей превысила 10 грамм, поэтому более тяжелый шатун немного «подстригли» шлифовальным диском. На первый взгляд ничего сложного, но важно выбрать лишнее, не снимая при этом «мясо» и не ослабляя особенно нагруженные части. Вдобавок «обезжиривать» шатун имеет смысл лишь до середины его узкой части шатуна, крепящаяся к валу часть на дисбаланс влияет куда меньше. Сняв порядка четырех грамм, останавливаемся: дальше пилить рискованно, оставшуюся разницу выберем за счет других деталей.
Удивительно, но кованые поршни, купленные в магазине «Пламен», оказались до звона идентичными как по размеру, так и по массе, а вот поршневые пальцы различались значительно — на несколько грамм. Ими-то и выберем оставшийся дисбаланс. Вдобавок нужно помнить, что на группы делятся не только картеры и шестерни ГРМ, но и отверстия в шатунах и поршневые пальцы, как правило, маркируемые тем или иным цветом (фото 2). В нашем случае красные метки, стоявшие на шатунах, без проблем позволили подыскать подходящие «красные» пальцы, заходившие в отверстия поршней и шатунов не слишком туго, но и без намека на люфт (фото 3). Забудьте о дедовских привычках греть поршни в кипятке перед установкой пальцев. Правильно подобранные пальцы входят в современные кованые поршни от руки, но не должны выпадать под собственным весом. Такая же посадка должна быть в сопряжении пальца со втулкой верхней головки шатуна.
Подобранные комплекты деталей помечаем, чтобы не перепутать, и переходим к установке колец. Никаких импортных брендов: как показывает практика, вазовские кольца ходят не хуже, поэтому и выбор останавливаем на них. Главное — обеспечить правильный тепловой зазор. У новых колец он должен составлять 0,25-0,45 мм, а замерить его можно обычным щупом, предварительно установив кольцо в цилиндре и выровняв его поршнем (фото 4). В нашем случае зазор в замке оказался 0,50 мм: это связано с тем, что при расточке мы сделали зазор между поршнем и цилиндром на две сотки больше, чем обычно. Ничего не поделаешь, разница невелика (в эксплуатации допустимым считается 0,6 мм). Теперь специальными щипцами (фото 5) надеваем кольца на поршни (при определенном навыке можно обойтись пальцами), второе компрессионное кольцо располагаем выточкой вниз (надписью TOP — если такая есть — к верхнему кольцу) и разводим замки колец на 120 градусов друг относительно друга. Предварительно смазав поршни моторным маслом, устанавливаем их в цилиндры до отверстий под пальцы — так удобнее, если нет разъемной оправки для обжима колец на поршне (для его установки в цилиндр).
Стандартные цилиндры у основания имеют фаску, помогающую сжимать кольца, но в результате расточки ее почти не осталось, поэтому компрессионные кольца нужно сжимать руками, одновременно проталкивая поршень (фото 6). Можно изготовить оправку из полосы металла или купить фирменную. Подготовив оба цилиндра к установке, беремся за прокладки. В продаже они есть, но китайские мастера, в глаза не видевшие ирбитского мотора, порой ошибаются с разлетом отверстий или формой, поэтому перед установкой прокладки под цилиндры нужно доработать: в нашем случае перенести несколько отверстий. Теперь, предварительно смазав поршневые пальцы и вставив смазанные же толкатели (фото 7), можно устанавливать цилиндры, пальцы и стопорные кольца (фото 8). Гайки цилиндров затягиваем крест-накрест с усилием 55-60 Н·м (фото 9).
Прокручиваем мотор трещоткой, надетой на вкрученный в коленчатый вал болт, и регулируем зазоры в клапанах: для нового мотора выпускной — 0,15 мм, впускной — 0,10 мм. После обкатки крепление цилиндров протянется и зазор можно будет уменьшить до 0,1 мм. Далее устанавливаем головки блока. Архаичные болты с квадратными шляпками можно заменить современными шестигранниками, но мы решили сохранить аутентичную «фишку», оставив их нарочитую ржавчину контрастировать с блеском отполированных головок. Их также затягиваем динамометрическиим ключом крест-накрест, с усилием 45-50 Н·м.
Двигатель почти готов, осталось установить генератор, зажигание, карбюраторы и главное — отбалансированный маховик со сцеплением, о которых мы расскажем в следующих номерах.
Продолжение следует…
Выпуск: Журнал «МОТО» — август 2015
Автор: Дмитрий ФЕДОТОВ, фото автора
2.4. РЕМОНТ ДВИГАТЕЛЯ
Неисправности двигателя можно разделить на три группы:
вызванные нарушением регулировки;
возникающие вследствие естественного изнашивания деталей при длительной эксплуатации;
случайные, вызванные поломкой деталей в результате скрытых дефектов, аварий, неправильной эксплуатации.
При возникновении неисправностей последней группы детали, как правило, имеют значительные повреждения и ремонту не подлежат. Ремонт двигателя в этом случае будет заключаться в замене поврежденных деталей новыми.
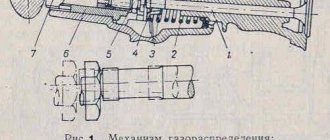
Неисправности могут быть вызваны нарушением регулировки: зажигания, карбюраторов, механизма газораспределения.
Порядок регулировки зажигания и карбюраторов будет дан в соответствующих разделах книги, здесь же мы подробнее рассмотрим регулировку механизма газораспределения.
В механизме газораспределения регулируется зазор в приводе клапанов. Для того чтобы клапан герметично садился на седло, необходимо, чтобы в то время, когда кулачок не воздействует на толкатель, между клапаном и деталями привода был зазор. Если зазора не будет, то клапан упрется в привод и не сядет на седло.
Регулировку зазора производят на холодном двигателе, так как при прогретом двигателе можно обжечься о горячие детали. Кроме того, зазор при нагревании изменяется. Причем у нижнеклапанного двигателя М-72 зазор при прогреве двигателя уменьшается (поэтому зазор часто называют «тепловым»), а у верхнеклапанных двигателей зазор увеличивается. Поэтому для нижнеклапанных двигателей при регулировке назначают больший зазор, а для верхнеклапанных — меньший. Кстати, термин «тепловой зазор» для верхнеклапанных двигателей мотоциклов «Урал» не совсем верен, хотя по привычке его часто употребляют. Если у верхнеклапанных двигателей зазор отрегулировать на горячем двигателе, то при остывании двигателя зазор может исчезнуть, что приведет к прогару клапанов.
Проверку и регулировку зазоров производят в соответствии с указанием инструкции или чаще, если появились признаки нарушения регулировки.
Внешним признаком увеличения зазоров в приводе клапанов является звонкий металлический стук в головках цилиндров на прогретом двигателе. Признаками отсутствия зазоров являются падение мощности двигателя, «хлопки» в карбюратор.
Для проверки и регулировки зазоров между клапаном и коромыслом необходимо снять крышку головки цилиндра (не забывайте, что в головке находятся масло) и установить коленчатый вал в такое положение, чтобы клапан был закрыт. В инструкции указано, при каком положении коленчатого вала регулируют каждый из клапанов. Такая регулировка обеспечивает наиболее точные значения зазоров с учетом биения кулачков.
Вследствие совершенствования технологии изготовления биение кулачков в настоящее время незначительно, поэтому можно предложить более простой способ регулировки. Для регулировки двух клапанов сразу в одном из цилиндров надо установить поршень в верхнюю мертвую точку в такте сжатия. Верхнюю мертвую точку можно определить по риске на маховике, а такт сжатия — по положению клапанов: оба клапана должны быть закрыты (у противоположного цилиндра при этом один из клапанов будет открыт). После этого необходимо щупом проверить зазор между штоком клапана и коромыслом. При отсутствии щупа зазор можно проверить, прижав коромысло к штоку клапана и вращая штангу. Штанга должна легко вращаться, но не должна иметь ощутимого осевого перемещения.
Если зазор не соответствует указанным в инструкции, то необходимо ослабить контргайку и отрегулировать его регулировочным болтом. После регулировки затянуть контргайку и вновь проверить зазор, так как при затяжке контргайки зазор часто изменяется. После регулировки зазоров в одном цилиндре повернуть коленчатый вал на 1 оборот и повторить операции на втором цилиндре.
Рассмотрим порядок ремонта двигателя при возникновении неисправностей, появляющихся в процессе эксплуатации.
В первые 8-10 тыс. км пробега чаще других встречается дефект «прихват» поршня, возникающий, как правило, в месте перехода юбки поршня в «холодильники». Если «прихват» незначительный (ширина полос с задирами 5×7 мм), необходимо опилить поршень мелким напильником или надфилем (пользоваться для этой цели наждачной бумагой нежелательно, так как абразивные частицы с бумаги будут вдавливаться в мягкий металл поршня и в дальнейшем вызовут повышенный износ цилиндра). Наволакивание алюминия на зеркало цилиндра можно удалить и наждачной бумагой, так как зеркало цилиндра достаточно твердое, абразивные частицы не вдавливаются в него и легко удаляются при промывке цилиндра.
Поршневые пальцы двигателей мотоциклов Урал, Днепр
Поршневые пальцы всех двигателей мотоциклов» Днепр» и «Урал» взаимозаменяемы. Поршневые пальцы изготавливаются из легированной стали. Внешний диаметр пальца составляет 21,00 мм, толщина стенки около 3,5 мм.
Для того, чтобы избежать стука из-за большой динамической нагрузки, пальцы устанавливают в бобышках поршня с натягом 0,0045 -0,0095 мм, а также во втулке верхней головки шатуна с зазором 0,0045-0,0095 мм. Для обеспечения необходимой посадки отверстия в бобышках поршня и верхней головки шатуна разбиты на четыре группы (через 0,0025 мм) и
маркированы краской на внутренней поверхности соответствующим цветом. У подобранных поршней двигателя цвет маркировки отверстия под поршневой палец, отверстия верхней головки шатуна и поршневого пальца должен быть одинаковым, то есть они должны иметь одну размерную группу.
Шатуны двигателей мотоциклов Урал, Днепр
Шатуны двигателя МТ 10-32 и его крышка отштампованы из стали 40Х. Стержень шатуна имеет двутавровое сечение. В верхнюю головку шатуна запрессована бронзовая втулка. Для обеспечения правильной посадки поршневого пальца отверстие втулки обработано с большой точностью. Для подачи смазки в зону трения пальца в головке шатуна сделаны два отверстия. Нижняя головка шатуна — несимметричная, разъемная, с тонкостенными взаимозаменяемыми вкладышами. Номинальная толщина вкладышей 1,750 мм. Вкладыши ремонтных размеров уменьшены по диаметру на 0,05; 0,25; 0,50 и 0,75 мм. При этом толщина вкладышей соответственно составляет 1,775; 1,875; 2,00 и 2,125 мм.
Крышки шатунов — не взаимозаменяемые. Они крепятся двумя болтами с резьбой М8х1. Болты из легированной стали и подвергнуты термической обработке. Правильное центрирование нижней крышки относительно шатуна обеспечивается болтами шлифованного пояска. Корончатые гайки шатунных болтов затягиваются с усилием 31,4 -35,2 Нм (3,2 — 3,6 кГм). Шплинты, которые законтривают эти гайки, должны входить в отверстие болтов плотно, без зазоров. Использование старых шплинтов не допускается.
Высокая точность отверстия под вкладыши обеспечивается за счет совместной обработки нижней головки шатуна в сборе с крышкой. Недопустимо использование крышек других шатунов. В случае замены вкладышей нельзя спиливать стыки вкладышей, ставить прокладки между вкладышем и его постелью в шатуне. Вкладыши должны хорошо прилегать к поверхности постели и иметь натяг. Для замены изношенных или дефектных частей поставляются вкладыши нормального и 5-ти ремонтных размеров. Ремонтные вкладыши поставляются комплектно по 4 штуки (табл. 2.5).
Таблица 2.5 Номера комплектов вкладышей нормального и ремонтного размеров
Размер
| Величина ремонтного уменьшения, мм | Диаметр шатунной шейки, мм | |
| Нормальный | -0,05 | 47,975-48,000 |
| 1-й ремонтный | -0,25 | 47,435-47,750 |
| 2-й ремонтный | -0,50 | 47,475-47,500 |
| 3-й ремонтный | -0,75 | 47,225-47,250 |
Примечание: Возможно использование шатунных вкладышей от двигателя автомобиля «Москвич-408» (каталожные номера: 407-1004058-А2, 407-1004058-А2Р1, 1004058-A2P2, 1004058-A2P4 и 1004058-А2Р5). Они соответственно имеют нормальный размер и уменьшение диаметра на 0,05; 0,25; 0,50 и 0,75 мм. В комплект входит 8 вкладышей.
Диаметральный зазор между шатунной шейкой коленчатого вала и вкладышами должен быть в пределах 0,025 — 0,085 мм. Для правильной установки шатунов на коленчатом валу стержни шатунов снабжены выступами, которые должны быть направлены наружу относительно щеки коленчатого вала (для правого шатуна выступ направлен в сторону маховика, для левого — в сторону центрифуги). Верхняя головка шатуна подбирается к поршневому пальцу, как по диаметру втулки, так и по весу. Для этого шатуны в собранном виде сортируются по весу на группы (через 5 г) и маркируются краской на нижней крышке. На коленчатый вал должны устанавливаться шатуны с одинаковой маркировкой.
Шатуны двигателей К-750М и М67-36 неразъемные. Они отштампованы вместе с нижней головкой. В нижней головке шатуна находится однорядный роликоподшипник с дюралюминиевым сепаратором.
Внешним кольцом подшипника является внутренняя поверхность нижней головки, которая имеет высокую твердость. Для обеспечения необходимой точности сборки шатунного
подшипника, головки сортируются на размерные группы, обозначения которых наносятся краской на нижней части стержня (табл. 2.6). В верхнюю головку шатуна запрессована бронзовая втулка.
Таблица 2.6
Номер группы ролика и его диаметр для нижней головки шатуна двигателей М67-36 и К-750М
| Цвет маркировки и диаметр головки шатуна, мм | Цвет маркировки и диаметр пальца, мм | |||
| Красный 40,01040,006 (36,000 — 35,996) | Белый 40,006 — 40,002 (35,996 — 35,992) | Зеленый 40,002 — 39,998 (35,992 — 35,988) | Красный 39,998 — 39,994 (35,988 — 35,984) | |
| Желтый 50,01850,015 | №5 5,004 — 5,006 | №6 5,006 — 5,008 | №7 5,008-5,010 | №8 5,010-5,012 |
| Голубой 50,01550,012 | №4 5,002 — 5,004 | №5 5,004 — 5,006 | №6 5,006 — 5,008 | №7 5,008-5,010 |
| Красный 50,01250,009 | №3(4) 5,000 — 5,002 (6,996 — 6,998) | №4(3) 5,002 — 5,004 (6,998 — 7,000) | №5(2) 5,004 — 5,006 (7,000 — 7,002) | №6(1) 5,006 — 5,008 (7,002 — 7,004) |
| Белый 50,0009 — 50,006 | №3(4) 5,000 — 5,002 (6,996 — 6,998) | №4(3) 5,002 — 5,004 (6,998 — 7,000) | №5(2) 5,004 — 5,006 (7,000 — 7,002) | №6(1) 5,006 — 5,008 (7,002 — 7,004) |
| Зеленый 50,006 — 50,003 | №2(5) 4,998 — 5,000 (6,9946,996) | №3(4) 5,000 — 5,002 (6,996 — 6,998) | №4(3) 5,002 — 5,004 (6,998 — 7,000) | №5(2) 5,004 — 5,006 (7,000 — 7,002) |
| Черный 50,003 — 50,000 | №1(6)4 4,996 — 4,998 (6,992 — 6,994) | №2(5)4 4,998 — 5,000 (6,994 — 6,996) | №3(4)4 5,000 — 5,002 (6,996 — 6,998) | №4(3)4 5,002 — 5,004 (6,998 — 7,000) |
| Таблица 2.7 Маркировка групп и диаметры отверстий верхней головки шатуна | ||
| Цвет | Диаметр отверстия верхней головки шатуна, мм | |
| маркировки | «Урал» М62, М63, М66, М67-36 | «Днепр» К-650, МТ9, MT10-36, «Днепр- 12» |
| Красный | 21,005-21,002 | 21,0020-20,9995 |
| Белый | 21,002-20,999 | 21,0070-21,0045 |
| Зеленый | 20,999 — 20,996 | 20,9995 — 20,9970 |
| Черный | 20,996 — 20,993 | 21,0045-21,0020 |
Таблица 2.8 Маркировка групп и диаметры отверстий нижней головки шатуна
| Цвет маркировки | Диаметр отверстия нижней головки шатуна, мм | |
| «Урал» М66, М67-36 | «Урал» М62, М63, Днепр- 12″ | |
| Желтый | 50,018-50,015 | — |
| Голубой | 50,015-50,012 | — |
| Красный | 50,012-50,009 | 50,012-50,009 |
| Белый | 50,009 — 50,006 | 50,009 — 50,006 |
| Зеленый | 50,006 — 50,003 | 50,006 — 50,003 |
| Черный | 50,003 — 50,000 | 50,003 — 50,000 |
содержание .. 11 12 13 ..